P图制作器
指示: 使用我们的分步 \(p\) 图表制作工具,为您的样品提供缺陷数量和样品大小。
了解有关此 P-Chart 制造商的更多信息。
这个 P 图计算器是一种非常常用的图形工具,用于评估过程是否处于统计控制状态,通常通过分析多个样本中缺陷的样本比例的行为。
使用图形工具的最大优势在于,您可以轻松找到模式并识别似乎偏离"正常"行为的点,或者更准确地说,是在某些常见分布假设下的预期。
如何在线使用此 P 图表计算器?
这个想法是您有一个 \(N\) 样本列表,并且对于每个样本,您都有许多缺陷品和样本大小。通常所有样本的样本量都相同,但并非总是如此。
然后,对于每个样本,您将计算缺陷品的样本比例 \(\p_i\)。总体而言,我们将有\(N\)样本的缺陷品比例,每个样本一个。最后,您会找到缺陷品比例的平均值,称为 \(\bar{p}\)。
完成所有这些后,您可以使用以下公式来获取 p 图的控制下限和上限
\[ LCL_{p} =\bar{p} - 3\sqrt{\frac{\bar{p}(1-\bar{p})}{k}} \] \[ UCL_{p} =\bar{p} + 3\sqrt{\frac{\bar{p}(1-\bar{p})}{k}} \]其中 \(k\) 是您正在使用的所有样本的常见样本大小。
总结:如何制作 P 图?
第 1 步。您需要做的第一件事是收集要测量的数据,在本例中为缺陷品,因为您有兴趣最终分析缺陷品的比例。
第 2 步。现在,对于每个样本,您计算缺陷品的样本比例(即缺陷品数量除以样本大小)。
步骤 3. 下一步是计算所有样本的不良品比例的平均值。
第 4 步。然后您需要使用控制下限和上限控制限 \(LCL_{p} =\bar{p} - 3\sqrt{\frac{\bar{p}(1-\bar{p})}{k}}\) 和 \(UCL_{p} =\bar{p} + 3\sqrt{\frac{\bar{p}(1-\bar{p})}{k}} \) 的公式。
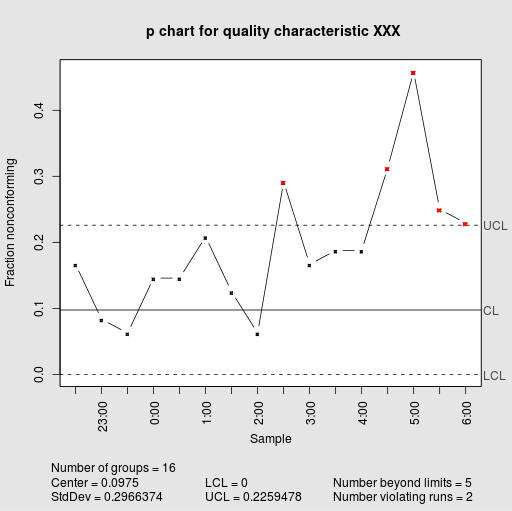
第 5 步。现在您构建一个图表,在其中以线图的形式绘制每个样本的缺陷品比例,并且您还需要绘制下限和上限以及中心线。
第 6 步。在最后一步中,您确定是否有任何比例的缺陷品超出任何控制限。
那些超出控制控制下限和上限的点(如果有的话)被认为是不受统计控制的,并且该过程也不受统计控制。当没有任何点不受统计控制时,我们就说过程在统计控制中。
其他控制图
您可能有兴趣使用 R图表绘图员 评估过程的可变性是否受控。此外,如果您需要评估流程的中心是否在统计控制中,您可以使用此 X-bar 图表制作工具 .


